
Imagine a pile of fresh-printed brochures, replete with colour and razor-sharp text, ready to impress potential clients in Meerut. Here comes the Cobb tester, an apparently straightforward yet amazingly effective piece of equipment that gives invaluable insight into this very property.

What is the Full Form of Cobb Tester and What is the Cobb Test Formula?
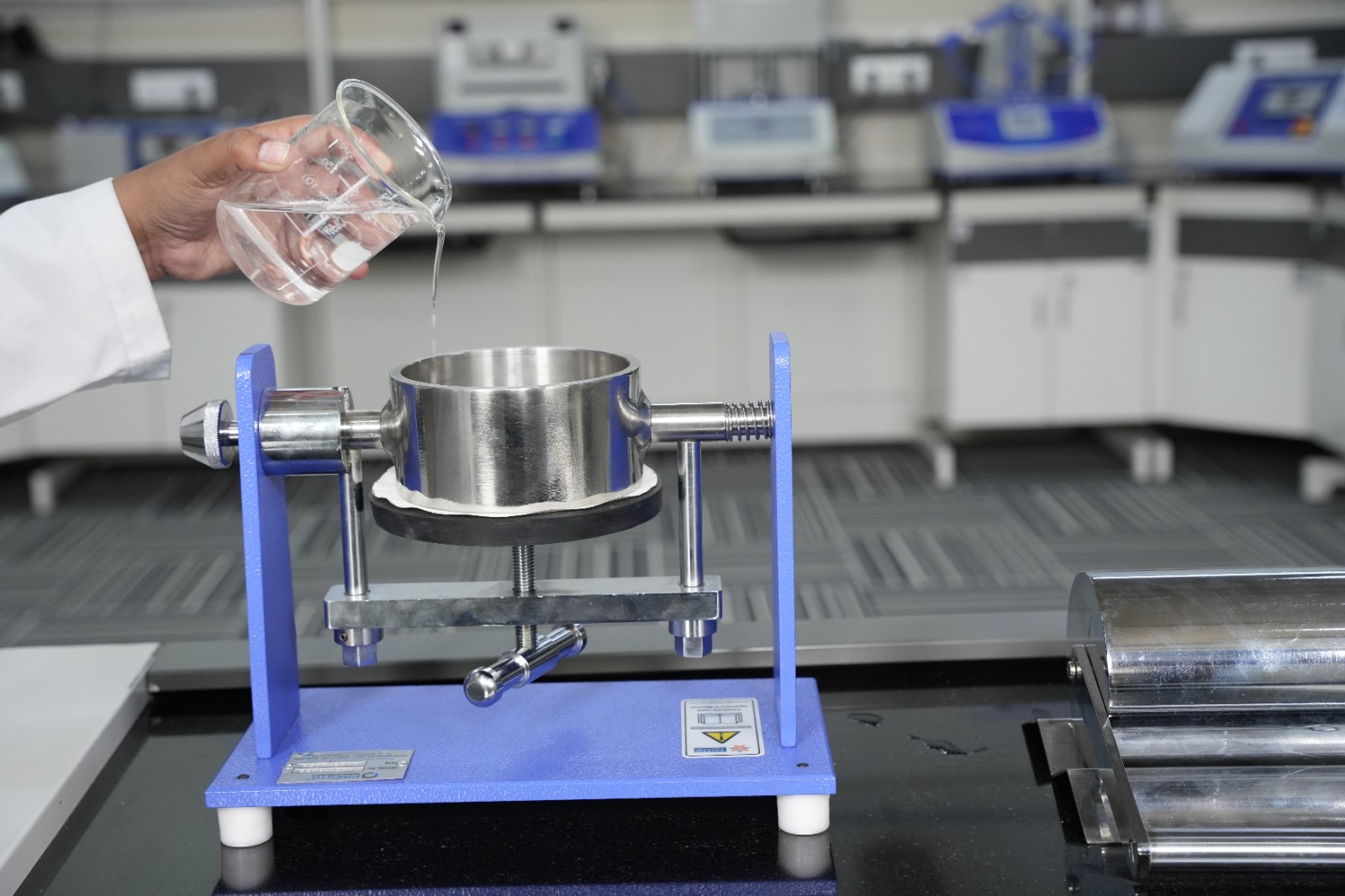
Though the phrase "Cobb tester full form" is not very much used as an acronym, it simply means the entire equipment employed for the performance of the Cobb test. These are the metal cylinder, base plate, clamping device (a hand screw clamp), and occasionally a standardized roller to remove excess water post-test. All these are crucial to understand for the correct conduct of the test.
The formula for the Cobb test is very straightforward and mirrors the measurement taken directly. Following a set time of exposure to a set quantity of water in the cylinder, the sample is taken out and excess surface water is gently blotted off using standardized Blotting Paper. The sample is weighed again. The Cobb value is the difference between the final wet weight and the initial dry weight of the sample, divided by the area of the sample that has been exposed to water.

Mathematically, the equation is given as:
Cobb Value (g/ m²) = (Wet Weight (g)−Dry Weight (g)) / Area Exposed to Water (m²)
This standardized equation allows results derived with various Cobb testers and in different labs to be comparable.
What are the Main Uses of a COBB Tester?
The COBB Tester applications are varied and vital across a range of industries:
Paper Manufacturing: Manufacturers use the Cobb test to evaluate the water resistance of different paper grades during production. This maximizes sizing agents and other additives to achieve the amount of water uptake desired for specific applications like printing, writing, or packaging.
Packaging Industry: For cardboard and containerboard, the Cobb test is significant in determining how they can resist moisture during storage, transportation, and application. This is especially useful for food packaging and corrugated containers which could be subject to high humidity or even direct water exposure.
Printing Industry: Printers require data on paper water absorbency to achieve the best ink absorption and drying. High water-absorbing paper may cause ink smudging and bleeding, while highly low-absorption paper may lead to inadequate ink adhesion.

Quality Control: In all these sectors, the Cobb test is a standard quality control process to ascertain that the paper and cardboard materials comply with certain water resistance requirements. This ensures product quality and avoids moisture damage-related problems.
Case Study: A paper mill in Muzaffarnagar was receiving complaints from a printing house regarding their offset printing paper for ink bleeding. Internal audit showed discrepancies in the sizing process. By incorporating frequent Cobb testing at various production stages, they were able to pinpoint the precise point of failure in their process control. The sizing agent dosage and application were adjusted based on the Cobb values, which eliminated the ink bleeding problem, resulting in enhanced customer satisfaction and less material wastage.
What is the Cobb Test Unit?
The Cobb test unit is generally given in grams per square meter (g/m²).
Blotting Paper
The function of Blotting Paper in the Cobb test is also central to obtaining an accurate result. Specialized Blotting Paper with consistent absorbency properties is applied to gently blot out any residual water from the surface of the test specimen upon completion of the water exposure time. This process guarantees that the only source of water added to the final weight measurement is that absorbed. Non-standard or too absorbent blotting paper may result in a biased Cobb value.
Essentially, the Cobb tester gives a standardized and measurable way to determine a basic characteristic of paper and cardboard – how well they can absorb water. Such a simple-sounding test serves an important purpose in determining the quality and usability of these materials for a vast range of uses, avoiding problems such as wet brochures or compromised packaging. By knowing how the principles underlying the Cobb test and its applications work, companies can reduce moisture-related risks as well as safeguard the integrity of their paper-based products.
Frequently Asked Questions (FAQs) About Cobb Tester
Q1. What is the calculation of the Cobb Test Formula?
A1. Cobb Value (g/ m²) = (Wet Weight (g)−Dry Weight (g)) / Area Exposed to Water (m²)
Q2. What are the main applications of a Cobb Tester in industries?
A2. Testing the water resistance of paper and cardboard during production.
- Testing the suitability of packaging materials for use in humid conditions or liquid contact.
- Testing the ink absorbency of paper for printing purposes.
- As a quality control test to verify materials to water resistance standards.
Q3. What unit of measurement is used in the Cobb Test?
A3. Gram per square meter (g/m²).
Q4. What is the function of Blotting Paper in the Cobb Test?
A4. Standardized blotting paper is used to ensure that only the water absorbed into the material is responsible for the final weight reading, resulting in correct Cobb values.
Looking for the best Cobb Tester price? Contact us today at +91 9210 903 903 or email us at info@prestogroup.com to get expert assistance and unbeatable deals. Ensure accurate water absorption testing with top-quality equipment. Get the right Cobb Tester price tailored to your needs!